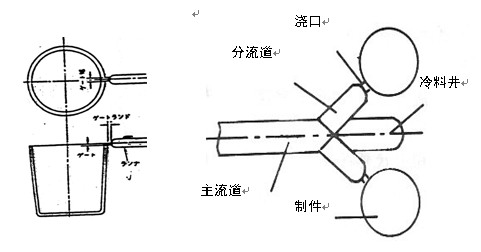
浇口是连接分流道与型腔之间的一段细短的流道,它是浇注系统的关键部分;浇口的形状、数量、大小和位置对塑件质量影响很大。 浇口的主要作用是:A、型腔充满后,熔体在浇口处首先凝结,防止其倒流;B、易于切除浇口凝料;C、对于单浇口多型腔模具,用以平衡进料;对于多浇口单型腔模具,用以控制熔接线的位置;浇口截面形状有矩形和圆形两种,浇口长度约为0.5~2mm左右。
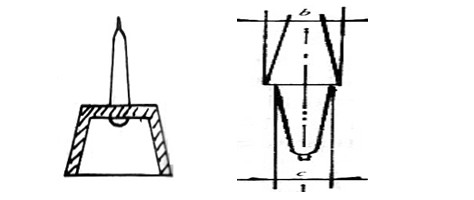
1、浇口的形式及特点 ①非限制性浇口 又称直浇口、直接浇口或主流道型浇口。在单型腔模具中塑料熔体直接流入型腔,因而压力损失很小,进料速度快,成型比较容易,对各种塑料都能适用;传递压力好,保压补缩作用强,模具结构简单紧凑,制造方便。但除去浇口困难,浇口痕迹明显,浇口附近热量集中,冷凝较迟,易产生较大的内应力,也易产生缩孔或表面凹陷。特别适用于大型塑件、厚壁塑件以及熔体粘度特别高的塑料成型。 ②限制性浇口 型腔与分流道之间采用一段距离很短(约0.5~2mm)、截面积很小(约为分流道截面积的3%~9%)的通道相连接,此通道称为限制性浇口,它对浇口的厚度及快速凝固等可以进行限制。限制性浇口(即小浇口)具有如下一些特点: a: 塑料熔体通过此类浇口时,所受的剪切速率大,致使塑料熔体的表观粘度有所降低,有利于充模流动; b: 塑料熔体通过此类浇口时,受到摩擦作用强,一部分动能转化为热能,使塑料熔体温度略有上升(约10~30℃),从而增加了熔体流动性; c:熔料通过小浇口时压力损失大,降低了型腔压力,有利于模具锁紧; d:浇口处截面尺寸较小,熔体容易凝固,补料时间易于控制,减少了由于长时间补料(保压)造成的内应力; e:浇口尺寸小,封闭冻结快,可缩短成型周期; f:对于一模多腔或采用多浇口的模具,由于其阻力大,易于实现各浇口的平衡进料; g:浇口痕迹小,不影响塑件外观。2、限制性浇口形式颇多,常用的有如下10种: ① 点浇口 点浇口是一种截面尺寸特小的圆形浇口,除去浇口后残留痕迹小,不影响塑件外观,开模时浇口可自动拉断,有利于自动化生产,浇口附近由补料造成的应力小。对于薄壁塑件因剪切速率过高,为改善这一情况,在不影响使用前提下,可将局部增加浇口处塑件壁厚,以圆弧R过渡;若压力损失大,必须采用三板式模具结构,导致模具结构复杂,并要采用顺序分模机构。 ②潜伏式浇口 潜伏式浇口又称隧道式浇口,是由点浇口演变而来的,分流道开设在分型面上,浇口潜入分型面内部,斜向进入型腔,塑件和流道分别设置有顶出机构,开模时浇口即被自动切断,流道凝料自动脱落。
③ 侧浇口(边浇口) 侧浇口又称边缘浇口,一般开设在分型面上,从型腔(塑件)外侧进料,侧浇口是典型的矩形截面浇口,能方便地调整充模时的剪切速率和浇口封闭时间,因而也称之为标准浇口。侧浇口的特点是浇口截面形状简单,加工方便;能对浇口尺寸进行精密加工;浇口位置选择比较灵活,侧浇口特别适用于两板式多型腔模具。但是塑件容易形成熔接痕、缩孔、缩水等质量缺陷,注射压力损失较大,对于壳体形塑件会产生排气不良。
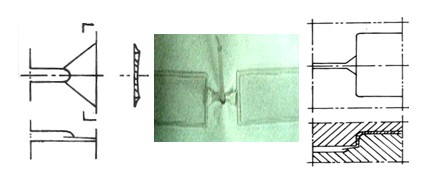
④ 重式浇口 重式浇口又称搭接浇口,它基本上与侧浇口相同,但浇口不是在型腔(塑件)的侧边,而是在型腔(塑件)的一个侧面。它是典型的冲击型浇口,可有效防止塑料熔体的喷射流动;如成型条件不当,会在浇口产生表面缩水,切除浇口比较困难,会在塑件表面留下明显的浇口痕迹。 ⑤ 扇形浇口 扇形浇口是逐渐展开的浇口,是侧浇口的变异形式,常用来成型宽度较大的板状塑件;塑料熔体在宽度方向得到均匀分配,可降低塑件内应力,减少其翘曲变形;型腔排气良好,避免包围空气,但是浇口切除比较困难,痕迹明显。
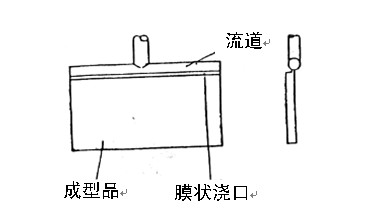
⑥ 平缝式浇口(膜状浇口) 平缝式浇口又称薄片式浇口,也是侧浇口的一种变异形式,常用来成型大面积的扁平塑件。浇口的分配流道与型腔(塑件)侧边平行,称作平行流道,其长度可以大于或等于塑件宽度。塑料熔体先在平行流道内得到均匀分配,再以较低的线速度呈平行流动,均匀地进入型腔,因而塑件内应力小,减少了因定向而产生的翘曲变形,且型腔排气良好;但浇口切除加工量大,痕迹明显。
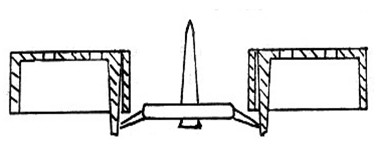
⑦ 盘形浇口 盘形浇口又称薄板浇口或内圆环形浇口,盘形浇口用于内孔较大的圆筒形塑件,或具有较大正方形内孔的塑件。塑料熔体以相同压力均匀从内孔周边上进胶,空气顺利排除,这种浇口有较理想的充模状态,但塑料损耗量较大,且浇口切除困难。
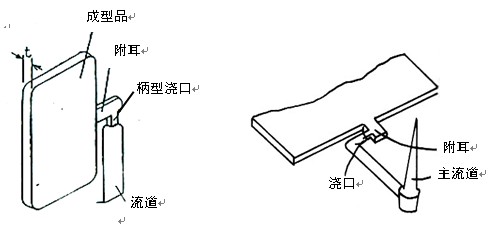
⑧ 圆环形浇口 圆环形浇口设置在与圆筒型腔同心的外侧,即在型腔四周设置浇口,其浇口位置正好与内侧盘形胶件相对应,它适用于薄壁长管形塑件;由于塑料熔体环绕型芯均匀地进入型腔,充模均匀,排气效果好,塑件无熔接痕。但浇口除去困难,并在塑件内侧留下明显的浇口痕迹。 ⑨ 轮辐式浇口 轮辐式浇口适用范围类似盘形浇口,带有矩形内孔的塑件也适用。这种浇口切除方便,流道凝料较少,型芯上部得到定位而增加了型芯的稳定性,但塑件上熔接痕影响塑件的强度和外观质量。 ⑩ 附耳式浇口附耳式浇口又称分接式浇口或调整式浇口,它在型腔侧面开设耳槽,塑料熔体通过浇口冲击在耳槽侧面上,经调整方向和速度后再进入型腔,因此可以防止小浇口直接对型腔注料时产生的喷射现象,它可减少浇口附近的内应力,防止型腔压力过大,对于流动性差的塑料有效;这种浇口切除比较困难,痕迹明显。
华南注塑技术顾问公司原创 转载请注明http://www.inj.cn/News_View.asp?NewsID=1483